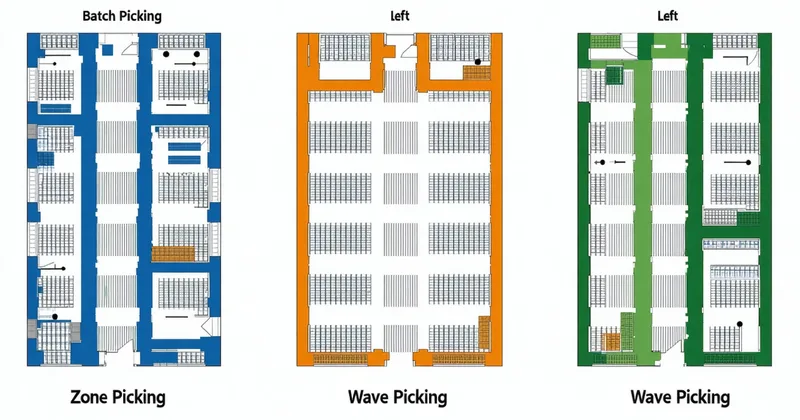
Batch picking, zone picking, and wave picking each have distinct economic profiles in a manual pick environment. When you add an autonomous pick cell, those economic profiles shift — not uniformly, and not always in the direction operators expect. The pick method that made sense for your facility before autonomous picking may or may not be the right architecture after a robot cell is in the zone. This article works through how each method changes when you introduce an autonomous element, and what that means for how you should configure your WMS and wave planning.
Batch Picking: The Economics Before and After
In manual batch picking, a picker walks a defined zone with a multi-order pick cart or tote carrier, consolidating picks from multiple orders into a single walk path. The efficiency gain comes from reducing travel time per pick — instead of walking an order to completion and returning to start, the picker captures items from multiple orders on a single pass through the aisle.
Human batch picking typically achieves 15–25% better picks-per-hour than single-order picking in the same zone, depending on how well the WMS optimizes pick path and order consolidation. The tradeoff is that batch picking requires a consolidation step — items picked into a shared tote have to be sorted to individual orders downstream, adding labor at the pack station.
When you introduce an autonomous pick cell into a batch picking operation, the robot's contribution changes the calculation in a specific way: the robot cell doesn't need to travel between pick paths. It works the pick face directly, cycling between bin locations at its own internal rate, pulling A/B class items into the outgoing queue. The human pickers in the same zone are no longer competing for aisle space on batch walking routes — they can batch-pick the C-class and irregular items that the robot doesn't handle, covering ground that the robot's fixed position can't reach.
The net effect in a well-configured batch-plus-robot arrangement: human picker productivity typically improves 10–18% because they're no longer burdened with the high-frequency A/B class picks that were dominating their batch routes. The robot handles those items at 280–350 picks/hr, and the human pickers work longer batch routes on slower-moving items without the interruption of constant high-density picks. Overall zone throughput increases; the consolidation step at the pack station still exists but becomes faster because the robot cell delivers A/B class items pre-sorted by order queue.
Zone Picking: Where Autonomous Cells Fit Naturally
Zone picking is the most natural fit for autonomous pick cell integration. In a zone pick arrangement, the warehouse is divided into geographic zones and pickers (or pick systems) are assigned to specific zones. Orders travel through zones sequentially (pick-and-pass) or in parallel with a consolidation step downstream.
An autonomous pick cell maps directly to the zone pick model: the cell is a fixed-position zone with a defined SKU scope (A/B class items within its reach envelope), and orders are routed to the cell for those items the same way they're routed to a human zone. The WMS assigns the robot cell its own zone code, generates zone-specific pick tasks for robot-eligible items, and handles the merge of robot-zone picks with human-zone picks at the consolidation step.
Zone picking with an autonomous cell produces the cleanest throughput data of the three methods, because the robot cell's performance can be measured independently — its zone's pick rate, accuracy, and exception rate are all separable from the human zones. This makes it easier to validate the pick cell's contribution to overall throughput, which matters both for internal reporting and for client-facing SLA documentation in a multi-tenant 3PL.
The challenge in zone picking with an autonomous cell is zone boundary management. If the robot cell's zone boundary shifts — because a client account's SKU catalog moves items into or out of the robot-eligible velocity tier — the WMS zone configuration needs to be updated to reflect the new zone assignment. In a 3PL with high SKU turnover, zone boundary management is an ongoing operational task, not a one-time configuration.
Wave Picking: The Most Complex Integration Point
Wave picking is where the interaction between autonomous picking and WMS configuration gets most involved. In wave picking, the WMS batches orders into waves — groups of orders released simultaneously to the pick floor — optimized for shipping cutoff alignment, order consolidation, and labor balancing. Waves are typically released every 30–60 minutes in a standard 3PL operation.
Introducing a robot cell into wave picking requires the WMS to generate waves that are explicitly split by pick destination: items assigned to the robot cell go into a robot-eligible sub-wave, and items assigned to human pickers go into human pick sub-waves. If the WMS generates a combined wave without distinguishing robot-eligible items, the robot cell has to filter the wave in real time — which works but creates a lag between wave release and the robot beginning to pick.
Manhattan Active WMS and Blue Yonder Luminate both support wave-level SKU assignment rules that can pre-filter robot-eligible items into a parallel sub-wave. SAP EWM handles this through warehouse order creation rules. In these configurations, the wave release sends two parallel task streams simultaneously: one to the robot cell, one to human pick zones. Both are working the same set of outbound orders but on distinct item subsets.
The operational advantage of wave picking with a robot cell is peak throughput smoothing. During a high-volume wave, the robot cell processes its item subset at a consistent rate regardless of the wave's order volume. Human pickers in the same wave period benefit from reduced queue depth on their pick tasks because the robot has pre-cleared the A/B class items. Peak-period throughput is more predictable than in an all-human operation, where individual picker rate variability compounds at high wave volumes.
The Method That Should Inform Your Decision
We're not saying one method is universally superior when you add a robot cell — we're saying the right choice depends on your facility's existing WMS configuration, floor layout, and client account structure.
Consider three different operator profiles:
A growing fulfillment center running 5 client accounts, all with e-commerce order profiles and similar SKU characteristics, with Manhattan Active WMS: zone picking with the robot cell as a dedicated zone is likely the fastest path to a clean implementation. Zone configuration in Manhattan Active WMS is well-documented, the zone-to-cell mapping is straightforward, and the per-zone metrics are easy to report to clients.
A mid-size general merchandise 3PL with 12 clients running a mix of retail replenishment and DTC orders, with Blue Yonder Luminate: wave picking with pre-filtered robot sub-waves is likely the right architecture. The multi-client order pool makes batch picking complex (client order lines need to stay segregated through the batch route), and wave-level optimization in Blue Yonder is mature enough to support parallel robot/human task streams cleanly.
A smaller regional 3PL with a WMS that doesn't natively support event-driven wave releases (older Körber HighJump or 3PL Central): batch picking with pull-model integration is probably the right starting point. The batch route provides a natural grouping mechanism that doesn't require event-driven wave logic, and the robot cell can pull eligible items from the batch queue via a polling integration without requiring WMS configuration changes.
The right architecture depends on your specific configuration. If you want a specific recommendation for your WMS platform, floor layout, and client account structure, request a pilot conversation and we'll map out the wave architecture before the site survey.